高强度材料在离心通风机中的应用
来源: | 责任编辑:admin | 发布时间: 2018-05-22
摘要: 介绍了多种高强度合金钢材料的性能特点,以及它们在风机设计、制造中必须注意的事项,阐述了所编制的可靠的焊接工艺,满足了风机输送特种介质材料的要求及运转可靠性要求。
关键词:离心式通风机;高强度合金钢; 工艺措施
中图分类号:TG135+ .1 文献标识码:B
The Application of High-strength Material in Centrifugal Fan
Abstract: This paper introduced the performance characteristic of several kinds of high-strength alloy steel material and the attentions should be paid when they are used in the design and manufacture of fan. The drafted reliable welding technology is specified, which meets the requirements of pumping special media material and running reliability.
Key words: centrifugal fan; high-strength alloy steel ; technology measure
0 引言
随着我国工业化进程的加快,特别是大型工业风机在电力、冶金、石化、建材、造纸、制药等行业的应用越来越广泛,风机所输送的介质种类众多,介质的特殊性越来越复杂,如高温、高含尘量、腐蚀性等,这些工况条件对风机运行的稳定性、安全性,提出了更高的要求。近年来,我公司制造了上百台该类大型风机,在风机核心部件叶轮的设计制造上,采用了多种牌号的高强度合金钢材料,如HALDOX400、WELDOX700、WELDOX900、HQ785等,有效地解决了风机运行的可靠性问题,得到了用户的广泛好评。本文就这些材料在风机中应用需注意的几个问题进行论述。
1 高强度合金材料的特性
HALDOX400、WELDOX700、WELDOX900是瑞典SSAB公司生产的 Oxelosund 牌低合金高强度合金钢,HQ785由鞍山钢铁公司生产,其化学成分见表1,力学性能见表2[1-2]。
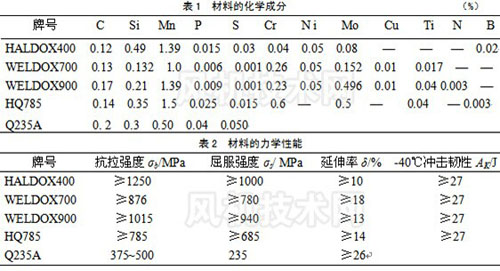
碳素钢中决定强度和可焊性的因素主要是含碳量,合金钢(主要是低合金钢)除碳以外各种合金元素对钢材的强度与可焊性也起了重要作用。为了便于评价这些材料的强度性能和焊接性能,通常将钢铁中各种合金元素折算成碳的含量,统一用碳当量来表示。碳当量[3]可用下式计算:
Ceq=C+Mn/6+Ni/15+Cr/5+Cu/15+Mo/5+V/5 (1)
计算可得:HALDOX400 Ceq=0.45%;WELDOX700 Ceq=0.39% ;
WELDOX900 Ceq=0.55% ; HQ785 Ceq=0.52% 。
从以上数据可看出,HALDOX400、WELDOX700、WELDOX900、HQ785均为高强度 合金钢。由于它们的碳当量大部分大于0.45%,在焊接时材料的淬硬倾向性大,容易产生冷裂纹。因此,必须采取特殊的焊接工艺措施,方能保证这类材料的安全使用。
2 焊接材料的选择及工艺评定
为了保证高强度材料的安全使用,充分发挥这类材料的高硬度、高强度、高韧性等优良性能,在焊接之前必须采取预热措施,焊后保温缓冷,并进行必要的焊接消应力处理。根据此类材料的化学成分和机械性能特点,选择强度等级低于母材而冲击韧性高于母材的焊接材料[4] ,实现焊缝组织具有韧性大、延伸性好、产生裂纹倾向性小等特点的目的。首先将试板采取对接平焊,坡口为Y型,采用J707碱性焊条电弧焊打底,再用JQ·YJ501-1药芯焊丝CO2 保护焊,进行多层多道焊覆盖。焊接工艺参数见表3,焊接时采用小电流焊接并控制焊接层间温度不超过200℃。
对试板进行无损检测后,按照GB/T2651-2008《焊接接头拉伸试验方法》规定程序进行拉伸试验;按照GB/T2653-2008《焊接接头弯曲试验方法》规定程序进行弯曲试验;按照GB/T2650-2008《焊接接头冲击试验方法》规定程序进行冲击试验(结果见表4)。试验结果表明接头性能符合JB4708-2000的规定。

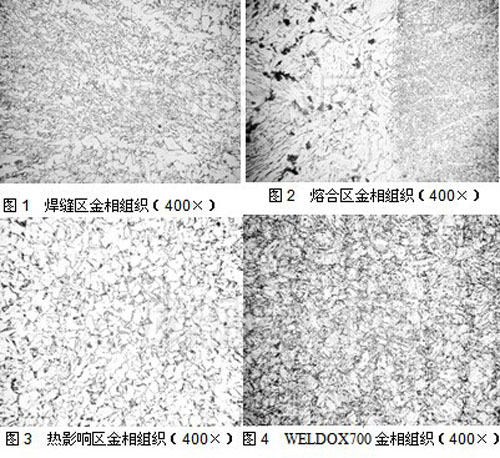
对焊接试板进行打磨抛光再用4%硝酸酒精腐蚀,其金相组织分析表明:在焊缝区组织为块状先共析铁素体+粒状贝氏体+少量珠光体,晶粒较细,具有良好的韧性和延伸性(见图1);熔合区熔合线明显,左侧为母材热影响区,右侧为焊缝柱状晶,化学成分及组织存在不均匀性,局部晶界有少量黑色淬火屈氏体存在,有引发裂纹的倾向(见图2);在热影响区组织为块状铁素体+团状珠光体(见图3);母材基体为回火索氏体,组织均匀(见图4)。
3 工艺措施
HALDOX400、WELDOX700、WELDOX900、HQ785等高强度合金钢材料已在钢厂煤气风机,水泥厂高温风机等多个项目的叶轮制作中应用。首先根据叶轮的强度设计要求计算出材料厚度;然后按照工艺规程完成焊接及焊后消应力处理,具体操作步骤如下。
(1)焊接前采取严格的预热措施,可采用绳状式加热器确保工件的预热温度。
(2)焊接件在焊接前需仔细清理坡口及周围的油污、锈斑等污物。
(3)将焊条进行350℃的烘干处理,并保温1~2h,随烘随用,随用随取。
(4)焊接过程中严格控制焊道、层间温度。
(5)叶片与前、后盘的焊接采取对称焊接,控制变形。
(6)焊后采取保温缓冷措施,防止冷却过快产生冷裂纹。
(7)焊后进行消应力处理。根据试验结果, HALDOX400 材料若采用退火 消应力处理,材料的强度下降幅度达到 30%~40% ,因此应采用振动时效消应力处理。
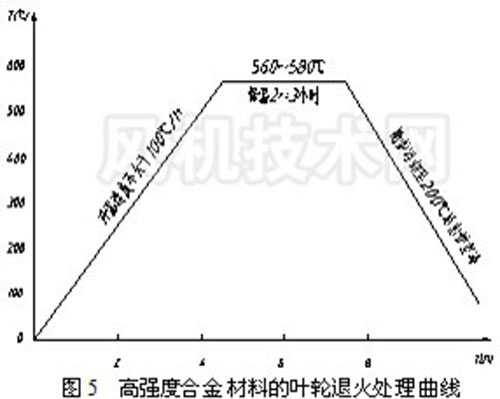
而WELDOX及HQ785材料可采用退火 去应力处理,其工艺见图5。叶轮出炉空冷后,强度几乎不降,有时还略有上升,原因是工件在退火前存在于组织中的部分不稳定相如 淬火屈氏体等在退火过程中得以转化为稳定相。
(8) 检验。叶轮各组件焊接后按照GB/T10213-2000《通风机焊接质量检验技术条件》规定,进行外观质量检验。在合格的基础上再进行全焊缝的渗透检查,需均符合JB4730-2000Ⅱ级标准,然后在48h后再进行局部检查,没有发现裂纹及其它危害性缺陷即为合格。
4 结论
(1)ALDOX400、WELDOX700、WELDOX900、HQ785等高强度合金钢材料在风机输送特殊介质如高温、高含尘量等情况下应用,能有效延地长风机叶轮的使用寿命,提高风机运行的稳定性和安全性。
(2) 这类高强度合金钢材料在焊接时,可选用强度等级低于母材而冲击韧性高于母材的碱性焊条如J707进行电弧焊打底,再用JQ·YJ501-1药芯焊丝CO2保护焊,进行多层多道焊覆盖,其焊缝的力学性能能满足设计要求。
(3) 这类高强度合金钢材料在焊接时必须严格执行焊接工艺规程,焊前要预热,焊后要保温缓冷,焊接时要注意控制焊道、层间温度及焊接顺序,避免焊接变形,焊后需要进行消应力处理。